今回は、ロボットの骨格に強度のある部品を作りたいと思い、炭素繊維配合のフィラメントを使ってみました。結果としては、上手く印刷が出来ず、採用を断念しましたが、その時の失敗談と学んだことを掲載します。
炭素繊維ナイロンフィラメント
まずは、手頃な値段で扱いやすそうなこの炭素繊維ナイロンフィラメントを購入してみました。
これは、ナイロン75%、炭素繊維25%のフィラメントで、ホットエンド260℃、ベッド80℃でのプリントが標準的と書いてありました。まずは、前回の記事でウォームギアを作ってみました。結構頑丈で上手くできたと手応えを感じていました。


最初のうちは綺麗に出来ていたのですが、フィラメントの封を開けて数日後に、いざ、ロボットの骨格を作ってみようとプリントしてみると非常に柔らかく、ボロボロと崩れる現象が発生しました。これぐにゃっと曲がります。

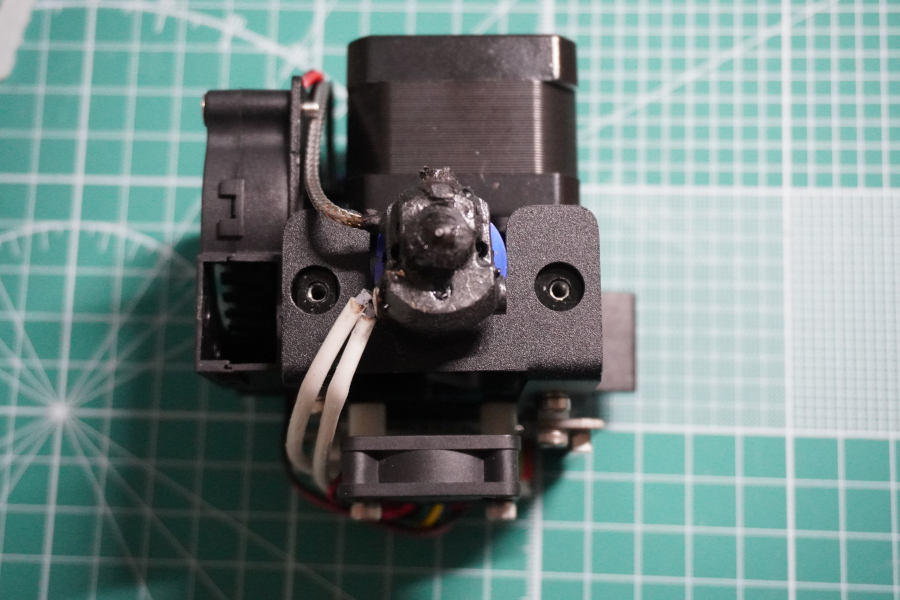
温度設定などを変えながら何度がプリントを試している最中、プリントをしたまま、暫く(1時間程度)その場から離れてしまいました。その後、戻って見てみると、エクストルーダのノズルに溶け出したフィラメントがこびりついていました。慌てて印刷を停止し、グローブを付けてペンチで溶け出したフィラメントを剝しとりました。大惨事です!ホットエンドは260℃、ベッドは80℃の設定にしていたので、かなり熱くなっており冷めるまで呆然自失してしまいました。

ナイロンは、吸湿性が高く乾燥が大事
その後、ググってみたらナイロンフィラメントは、乾燥が非常に大事で、何時間も乾燥してから使った方が良い、加えてドライボックスで防湿しながらプリントするのが良いと載っていました。防湿対策は、今まで何もしていませんでした。
早速、フィラメントドライボックス、保管用に真空密封フィラメントバッグを購入しました。(ちなみに使えなくなった高温用エクストルーダも購入しました。痛い出費でした。)
乾燥しながらプリントするとなるとドライボックスを置く棚が必要になるなと思いつつ、とにかくまずは、改善するか試してみようと思います。
湿気対策をしてプリントしてみる
購入したドライボックスが届いたので早速、使ってみました。ドライボックス内の温度は、55℃~60℃、さらにシリカゲルを入れて12時間ほど乾燥させました。見た目や感触は、はっきりとは分かりませんでしたが、結果確認をしてみようと前回失敗した部品を今度は乾燥させながら再度プリントしてみました。

印刷結果が以下の写真になります。右側は防湿対策前の印刷結果です。
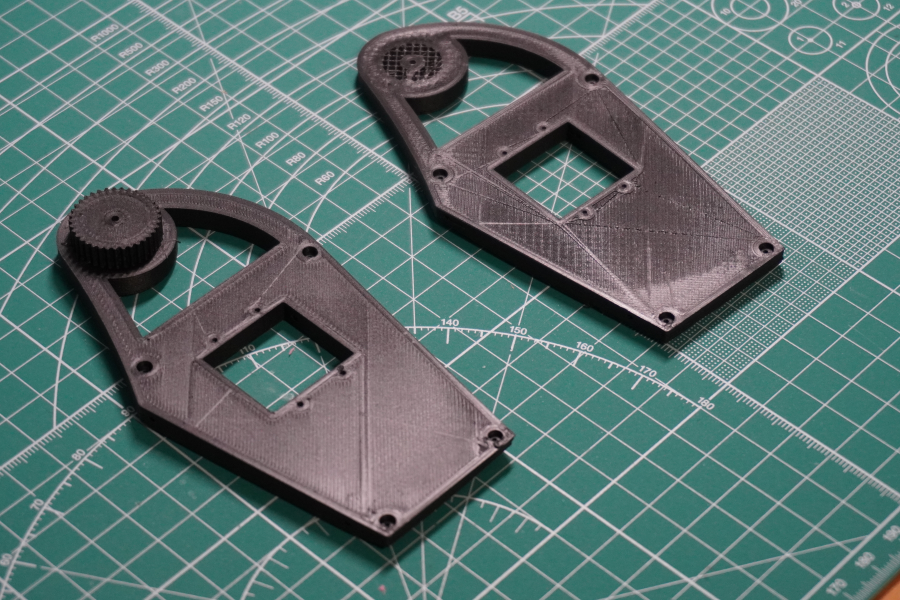
上の歯車部分の結構きれいに印刷出来ているし、硬さも以前のものとは格段に改善されています。


防湿対策前の印刷結果は、ぐにゃっと曲がります。防湿対策後はちょっとしか曲がりません。これであれば、使えなくはないです。
しかし、通常使っているPLAは、全く曲がらないので炭素繊維(CF)配合のフィラメントを使う目的は、果たしていません。これはナイロンが勝っているという印象が否めません。確かに材料の中に炭素繊維が混ざっているので、その部分は強化されているのかもしれませんが、間を埋めているだけではないかと思います。
PETG カーボンファイバーフィラメント
ナイロンに炭素繊維を配合したものは柔らかいという結果だったので、今度は、配合相手も硬いものを使ってみました。
20%のカーボンファイバー(炭素繊維)と80%のPETGが配合されたものです。印刷してみたところ1時間でノズルが詰まってしまいました。商品ページにも真鍮以外のステンレス鋼等の0.6mmのノズルを使って下さいと書いてあります。これは必須ですね。初期から付いていたノズルで印刷しており、少し功を焦っていたと反省しました。
とりあえず、印刷結果を確認してみます。

なんだか毛羽立っているように見えます。炭素繊維が十分に付着していないのでしょうか?そして曲げようとしてみましたが、今度はパキッと折れてしまいました。まだ半分程度の厚みなので、強度は十分ではないのだと思いますが、それにしても脆すぎると感じました。
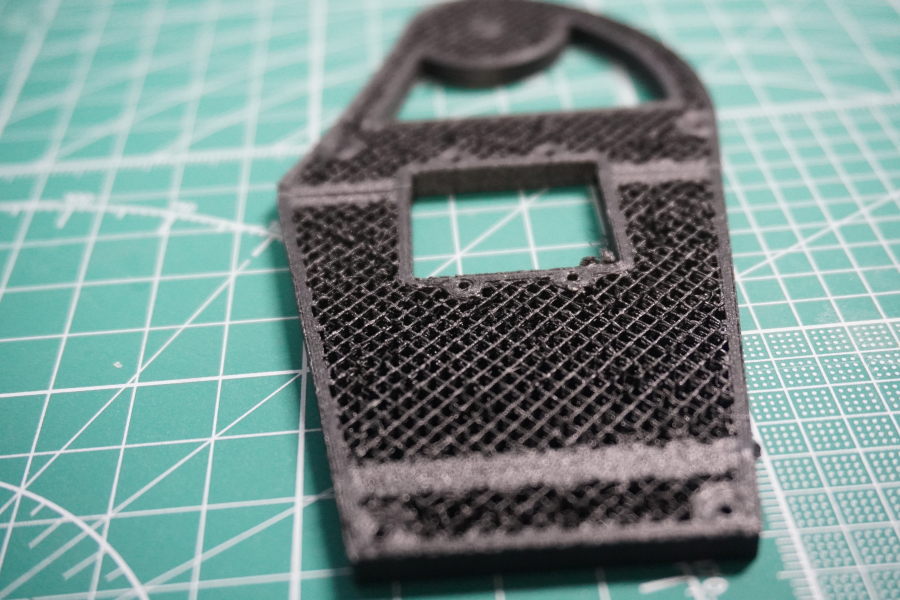
炭素繊維が明らかに毛羽立っています。そういうものなのかもしれませんが、強度を求めてカーボンに走りましたが、そう簡単には、上手くいかなかったという話でした。
ちなみに一応、タングステン鋼のノズルを注文しました。
一旦、ロボットの骨格は、ABSフィラメントを使って作っていこうと思います。比較的、カスタマイズが出来る3Dプリンタ、Ender-3 S1-Pro を3号機として購入して進めていこうと思っています。
この3Dプリンタは、日本の解説サイトも多く、困ったときに調べやすいのと、値段が比較的安いので主力の3Dプリンタにしていきたいと思っています。
以上

コメント
Good day! Do you know if they make any plugins to help
with Search Engine Optimization? I’m trying to get my website to rank for some targeted
keywords but I’m not seeing very good gains.
If you know of any please share. Cheers!
I saw similar article here: Eco product